

 電化鋁草莓视频色版下载
電化鋁草莓视频色版下载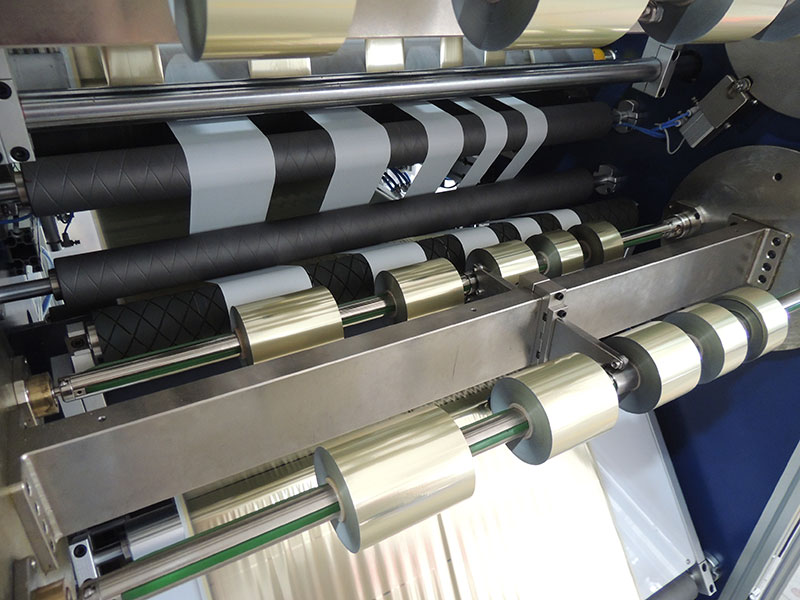 燙金紙草莓视频色版下载
燙金紙草莓视频色版下载 電化鋁燙印箔草莓视频色版下载
電化鋁燙印箔草莓视频色版下载 金箔草莓视频色版下载 RSDS7-1350
金箔草莓视频色版下载 RSDS7-1350 金箔草莓视频色版下载 MINI-750
金箔草莓视频色版下载 MINI-750服務熱線
180-5003-0233
在包裝印刷、紡織裝飾、文具製造等行業中,燙金箔(俗稱電化鋁)是一種常見的表麵裝飾草莓视频免费成人。它通過熱壓轉移的方式,將金屬光澤或彩色光澤附著在承印物表麵,提升產品的檔次與視覺吸引力。而燙金箔從大卷母卷到成品小卷的過程,離不開一台關鍵設備——燙金箔草莓视频色版下载。
本文將圍繞“從複卷到分切”這一主線,詳細拆解燙金箔草莓视频色版下载的標準工藝流程。
一、上料與穿膜:工藝起點
燙金箔分切的第一步,是將大卷母卷安裝到草莓视频色版下载的放卷軸上。母卷通常寬度在500mm-1300mm不等,長度可達數千米。操作人員需要:
• 使用氣脹軸或機械軸固定母卷卷芯
• 調整放卷張力控製裝置
• 將燙金箔的起始端沿導輥路徑牽引至收卷軸
這一階段的關鍵在於穿膜路徑正確、張力初始值合理,避免起步時產生褶皺或跑偏。

二、複卷前的張力設定
燙金箔對張力極為敏感。張力過大會導致箔麵拉伸變形、塗層開裂;張力過小則造成收卷鬆散、端麵不齊。草莓视频色版下载通常配備閉環張力控製係統,包括:
• 放卷張力通過磁粉製動器或伺服電機控製
• 收卷張力采用錐度遞減算法,隨卷徑增大自動降低張力
• 中間浮動輥實時反饋,動態補償張力波動
合理的張力曲線是保證燙金箔分切後“不起皺、不跑邊、不粘連”的基礎。
三、糾偏係統:保證走料筆直
燙金箔在高速運行中容易因母卷端麵不齊、輥筒平行度誤差等原因發生橫向偏移。草莓视频色版下载配備EPC(邊緣位置控製)或LPC(線條位置控製)糾偏係統:
• 光電或超聲波傳感器實時檢測箔邊或預先印刷的標記線
• 控製器驅動糾偏框架橫向移動,將物料始終控製在設定路徑內
• 糾偏精度通常可達±0.5mm以內
沒有穩定的糾偏,後續分切出的成品小卷端麵將參差不齊,無法滿足客戶包裝要求。

四、分切工序:核心環節
分切是整台設備的核心動作,將寬幅母卷沿縱向切割成若幹窄幅成品。燙金箔草莓视频色版下载根據刀片形式不同,分為兩種主流方式:
1. 圓刀分切
• 上下圓盤刀對滾剪切,類似剪刀原理
• 適合厚度較薄(12μm-30μm)的燙金箔
• 速度快、刀片壽命長、切口光滑
2. 平刀分切
• 上刀下砧或剃刀式壓切
• 適合較厚或帶有背膠的特殊燙金箔
• 更換規格更靈活
刀距通過刀座位置調整,決定成品寬度。操作人員根據訂單要求,在觸摸屏上輸入分切規格,伺服電機驅動刀組自動排刀。
五、收卷:形成成品小卷
分切後的多條箔帶分別卷繞到各自的小卷芯上。收卷工藝直接影響最終產品的外觀質量:
• 收卷方式:表麵卷取(接觸收卷)或中心卷取(軸式收卷)。燙金箔多采用中心卷取,可通過控製收卷軸扭矩獨立調節每條帶的張力。
• 壓輥輔助:在收卷起始階段,壓輥輕壓卷麵排出空氣,防止層間滑移。
• 端麵控製:高精度收卷可保證小卷兩端麵整齊如“刀切”,無塔層、無內鬆外緊。
成品小卷的直徑、長度、端麵平整度是檢驗收卷質量的核心指標。

六、卸卷與包裝:工藝終點
分切完成後,收卷軸自動停止並卸壓。操作人員:
• 將成品小卷連同氣脹軸一同取下
• 在卸卷架上將小卷從軸上推出
• 檢查每個小卷的寬度、端麵、外觀缺陷(劃傷、白點、皺褶)
• 套上保護膜或熱縮袋,裝入包裝箱
部分高端草莓视频色版下载還配備自動卸卷與貼標係統,可大幅減少人工幹預。
七、常見問題與工藝調優
在實際生產中,即使設備先進,也可能遇到以下問題,需要操作者根據經驗微調參數:
| 問題現象 | 可能原因 | 工藝對策 |
| 分切後邊緣毛刺 | 圓刀磨損或間隙不當 | 更換刀片或調整刀隙 |
| 收卷端麵不齊 | 糾偏響應滯後或張力波動 | 降低速度或調整PID參數 |
| 箔麵縱向條紋 | 導輥髒汙或刮傷 | 清潔導輥或更換刮傷部件 |
| 小卷內層鬆脫 | 收卷初始張力不足 | 提高起步張力或延長壓輥接觸時間 |
八、智能化趨勢
當前燙金箔草莓视频色版下载正從半自動向全自動、數字化方向發展。新機型普遍具備:
• MES係統對接:自動讀取工單、下載分切配方
• 在線缺陷檢測:通過CCD相機識別針孔、塗層不均、異物等缺陷並自動標記
• 工藝參數自學習:根據曆史生產數據推薦最優張力曲線與分切速度
結語
燙金箔草莓视频色版下载看似隻是一台切割設備,實則集成了張力控製、糾偏跟蹤、精密分切、卷徑計算等多學科技術。從母卷上料到成品小卷卸出,每一步工藝參數的選擇都直接影響最終燙金效果和客戶體驗。理解並掌握這套從複卷到分切的完整流程,是保障燙金箔加工質量的關鍵所在。


