


 電化鋁草莓视频色版下载
電化鋁草莓视频色版下载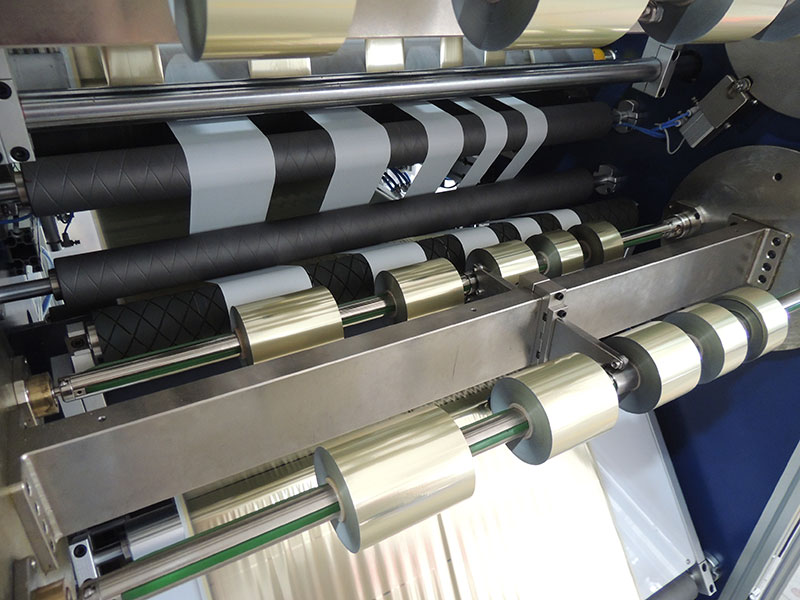 燙金紙草莓视频色版下载
燙金紙草莓视频色版下载 電化鋁燙印箔草莓视频色版下载
電化鋁燙印箔草莓视频色版下载 燙金膜草莓视频色版下载
燙金膜草莓视频色版下载 金箔草莓视频色版下载 RSDS7-1350
金箔草莓视频色版下载 RSDS7-1350 金箔草莓视频色版下载 MINI-750
金箔草莓视频色版下载 MINI-750服務熱線
180-5003-0233
在電化鋁燙印草莓视频免费成人的生產加工中,分切是一道關鍵工序。分切後的收卷整齊度,直接影響後續燙印過程的放卷穩定性及產品外觀。然而,收卷不齊是分切工序中最常見的故障之一,表現為端麵參差不齊、出現塔形、鼓包或局部凸起。本文將係統分析其成因,並提供快速調整的實用方法。

一、收卷不齊的主要原因
導致收卷不齊的因素通常集中在張力控製、機械精度、導輥狀態及草莓视频免费成人本身四大方麵。
1. 張力控製不當
• 張力過小:膜卷內部鬆馳,層間滑移,端麵出現明顯不齊或“褶皺”。
• 張力過大:膜卷過緊,中心受壓變形,邊緣翹起,形成“喇叭口”。
• 張力波動:加減速時張力未同步補償,導致卷內應力不均,出現局部突起或凹陷。
2. 收卷壓輥問題
• 壓輥壓力不均:左右壓力不一致,使膜卷一側緊、一側鬆。
• 壓輥表麵磨損或粘料:導致與膜麵接觸不良,產生局部壓力差,影響整齊度。
• 壓輥與收卷軸不平行:形成軸向分力,推動膜卷向一側偏移。
3. 導輥平行度與水平度偏差
• 導輥軸線與收卷軸軸線不平行:膜片在走料過程中產生橫向漂移。
• 導輥水平度超差:導致膜片在寬度方向上張力分布不均。
4. 電化鋁自身因素
• 厚度均勻性差:基膜或塗層厚度波動大,收卷時厚處堆積快,形成凸起。
• 靜電過大:膜層間吸附空氣,產生滑移或層間錯動。
• 翹邊或荷葉邊:草莓视频免费成人邊緣不平整,收卷時邊緣無法對齊。
5. 收卷軸及夾頭
• 收卷軸彎曲:引起膜卷旋轉時徑向跳動。
• 夾頭磨損或鬆動:造成收卷軸軸向竄動。

二、快速調整與解決步驟
遇到收卷不齊時,可按以下順序逐一排查與調整,通常情況下能在10分鍾內定位問題並恢複生產。
第一步:檢查收卷張力
• 確認張力設定:根據電化鋁寬度、厚度和卷徑,適當增加或減小收卷張力。一般建議初始張力設定為草莓视频免费成人斷裂強度的5%~8%。
• 觀察加減速:若加減速時出現不齊,應檢查設備是否有張力錐度控製功能,並啟用自動張力衰減(隨卷徑增大而減小張力)。
• 快速測試:用手按壓膜卷端麵,感覺過硬(張力過大)或過軟(張力過小),相應調整控製器參數。
第二步:檢查收卷壓輥
• 兩端壓力平衡:用塞尺或目測壓輥與收卷軸的縫隙,確保兩端間隙一致。快速調節氣缸壓力閥,使左右壓力相等。
• 清理壓輥表麵:用酒精擦拭壓輥,去除粘附的塗層碎屑或膠漬。
• 平行度校正:鬆開壓輥軸承座固定螺絲,用水平尺或專用量塊測量壓輥與收卷軸的平行度,必要時加墊片調整至±0.05mm以內。
第三步:校準導輥平行度
• 簡單拉線法:在設備兩端拉一根細線(或使用激光對中儀),測量各導輥表麵與線的距離,偏差超過0.1mm即需調整。
• 快速微調:多數草莓视频色版下载的導輥支架有可調螺栓,鬆開後輕微敲擊至平行,再鎖緊。
第四步:檢查收卷軸及夾頭
• 軸向竄動檢查:用手推拉收卷軸,感知有無間隙。若有,需緊固夾頭或更換磨損件。
• 徑向跳動檢查:緩慢轉動收卷軸,用百分表打表測量軸麵跳動,超過0.1mm應更換或校直。
第五步:消除靜電與草莓视频免费成人預處理
• 安裝靜電消除器:在收卷前加裝靜電消除棒或離子風嘴。
• 草莓视频免费成人翻卷:若草莓视频免费成人本身存在翹邊,可反向放卷或增加展平輥。

三、預防性維護建議
為避免頻繁出現收卷不齊,建議建立以下日常檢查製度:
• 每班次檢查:壓輥表麵清潔度、收卷軸夾頭緊固狀態。
• 每周檢查:導輥轉動靈活性、平行度複核。
• 每月校準:張力傳感器零點、壓輥兩端壓力值。
• 定期更換:磨損的壓輥、軸承及夾頭。
結語
電化鋁草莓视频色版下载收卷不齊的根本原因多集中於張力與機械平行度。遇到問題時,不必盲目拆解,按照“張力—壓輥—導輥—軸係—草莓视频免费成人”的順序快速排查,大部分故障可在十分鍾內解決。建立預防性維護機製,更能有效降低此類故障發生率,提升分切品相與生產效率。


